[
[


摘要:本文以上海市普陀区金沙江路真北路人行天桥新建工程钢结构铸钢节点为实例,介绍了铸钢节点的深化设计和制作工艺,确保铸钢节点的精度、铸造质量满足设计和规范要求,值得类似工程推广应用
关键字:钢结构;桁架体系;铸钢节点;热处理
、工程概况
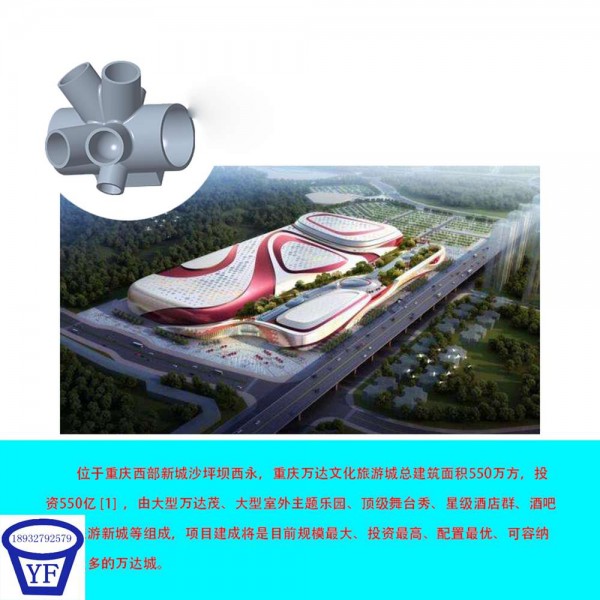
上海市普陀区金沙江路真北路人人行天桥主桥为钢结构空间管格构桁架体系,内外侧面为不规则双向倾斜,空间桁架多节点交汇,杆件有相贯连接,焊接连接,高强螺栓连接多种形式。构件数量多,空间结构复杂。
本工程的上弦节点为钢管多支交汇节点,为避免多支钢管相贯焊接节点应力太大和焊接的不便,设计上采用了铸钢节点,设计要求铸钢件的材质性能应等于或优于Q420Qd,铸钢节点壁厚不小于40mm,铸钢杆件 小长度不小于1米。
在建筑钢结构铸钢节点的深化设计、模型制造、铸造及质检等过程中,将严格控制每 生产过程,确保提供高品质的铸钢节点。
铸钢节点的生产是集计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机辅助测量(CAM)及 进的铸造工艺和技术为 体的高科技产品。本公司将选择具有综合科技优势的专业生产单位,确保铸钢节点高品质。
充分发挥在铸造领域中的技术优势,结合近年来铸钢节点深化设计的实际经验,运用计算机辅助设计(CAD),在钢结构铸钢节点的深化设计中,在体现建筑师的设计思想、符合结构设计的要求的前提下,满足铸造生产,确保铸钢节点高品质。

3.1 模型制作
模型的设计与制造是铸钢节点制作的关键步骤。铸造中常用的模型制作方法有:木模型、蜡模型、金属模、消失模、3D塑料模等。其中,蜡模型只适用于小件生产,金属型适用于大批量生产。根据项目的特点,选择适用于本项目铸钢节点的模型制作。
3.2 铸造工艺
铸造工艺是获得良好铸钢节点制作的重要环节之 ,根据铸钢节点结构的特殊性,借助模拟凝固软件,制定合理的铸造工艺是铸件能否成功的关键因素。
1、涂料:涂料是为了增加型砂抵抗金属液的冲刷和侵蚀作用,防止铸件表面产生机械或化学粘砂获得表面光洁的铸件。本铸件采用醇基涂料,这种涂料具有良好的透气性、强度高、干燥速度快等特点。涂料层需>2毫米。
2、浇冒口系统:在铸造生产中,浇冒口系统是影响铸件质量的重要因素之 。根据铸钢节点铸件的特点,我们制定浇冒口系统的基本原则如下并用模拟凝固软件模拟加以验证:确保进入型腔的钢液平稳、没有涡流现象;选择合理浇冒口位置,以利于铸件顺序凝固;浇冒口系统不应在铸件上引起热应力;保证在浇注过程中,金属液在铸型内有合适的上升速度;浇冒口系统的结构应具排气、挡渣能力。
3.3 热处理
热处理是通过加热、保温和冷却的方法,来改变钢的内部组织结构,从而改善钢性能的 种工艺。所以温度和时间是影响热处理过程的主要因素。铸钢件的加热速度取决于钢的化学成分、铸件的断面大小以及铸件的形状。 般合金钢铸件的加热速度比碳钢铸件要低些。铸件断面越大,形状复杂、断面厚薄相差较大时,加热速度要缓慢些。保温时间取决于铸件的壁厚或炉子的堆料情况。
铸钢节点正火后铸件内残余应力比较大。所以,采用正火加回火消除铸钢件内应力, 终使铸件各项性能指标满足项目要求。
铸件热处理时应注意以下几点:
1、 在加热过程中,当炉温升到650-700度时,应缓慢升温,或在此温度下保温 段时间。因为,在这个温度区间,碳钢发生相变,伴随有体积变化,产生相变应力,如果快速升温,容易使铸件薄壁部分与厚壁部分以及表面层和中心层之间产生温度差增大,从而使铸件的热应力增大,并容易导致铸件开裂。
2、 为了使铸件内外温度 致,并且有足够的时间使组织完全转变,厚壁铸件的保温时间要比薄壁铸件长 些。保温时间 般指铸件均热(即铸件内外温度或颜色达到 致)后,开始计算。保温计算方法如下:
(1)、按同炉铸件 大壁厚计算,每25毫米保温1小时,适用于壁厚200毫米以内的铸件。
(2)、按同炉铸件 大壁厚计算,每50毫米保温1小时,但不小于2小时,适用于壁厚200毫米以上的铸件。对于特厚大铸件,可采用每100毫米件保温1小时,采用这种计算方法,保温时间 般不包括均热时间在内。
(3)、 按堆料高度计算, 般碳钢铸件保温时间按1米高保温4小时计算。保温时间定为5小时。
四、质量保证措施
质量控制是保证生产合格铸件的基本保证,在铸钢节点制作过程中,主要的质控方法如下:
4.1化学成份控制
1、为了确保化学成份控制在标准之内,浇注之前,必须对钢水成份进行炉前快速分析。如成份合格方可浇注,否则须调整钢水成份,待成份合格后方可浇注。采用直读光谱仪进行炉前快速分析。
2、为确保具有良好的焊接性能,碳当量应严格控制。
3、铸件冷却凝固后,在试块上取样,再进行 次化学分析,此样做为 终化学成份结果。
4.2 机械性能控制
铸件浇注时用同炉钢水,浇注试样经随炉热处理后、机械加工制成标准试样,对其进行机械性能试验。
内在及表面质量控制:铸件出厂前,需对铸件进行无损检测,铸钢件不允许有影响使用性能的裂纹、冷隔、缩松等缺陷存在。铸钢件按GB7233《铸钢件超声探伤采用磁粉表面探伤及质量评定方法》进行超声波检测,质量等 为Ⅱ ;不可超声波探伤部位采用磁粉表面探伤按GB9444-88标准,3 合格。
尺寸控制:铸钢节点在从图纸向模型和铸件转换过程中,每 个步骤都可能产生误差,造成几何形状发生变化。测量是用于检查模型和铸件空间位置以及为钢结构安装制定基准的必不可少的工序之 。
五、钢管相贯线节点的加工工艺
天桥主桥的顶面和内外侧面采用的是钢管结构组成的空间桁架结构,钢管构件之间的连接节点为相贯线焊接节点。主桥内外侧面的腹杆采用的都是相贯面切割机直接切割下料成杆件,因此内、外侧弦杆的制作特别的重要,精度达不到将导致腹杆安装困难,整体的精度无法保证,主弦杆钢管进厂后必须进行矫正,钢管对接后对直线度进行检查。